|
13
|
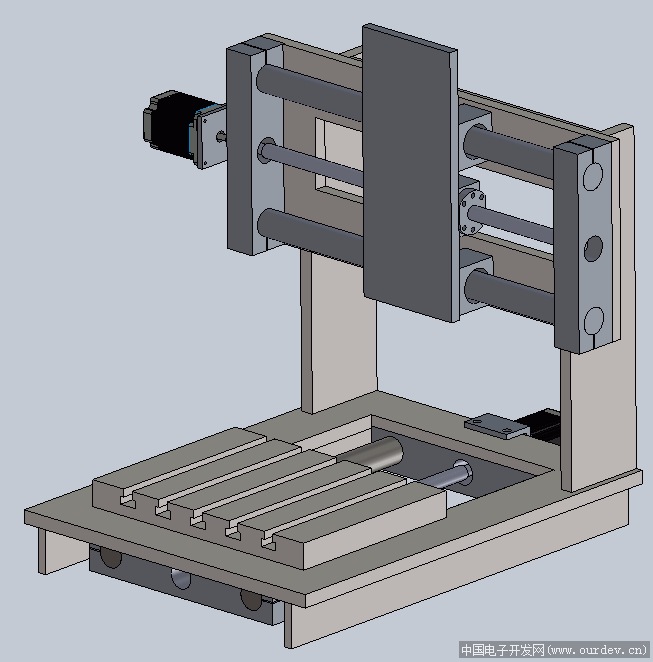
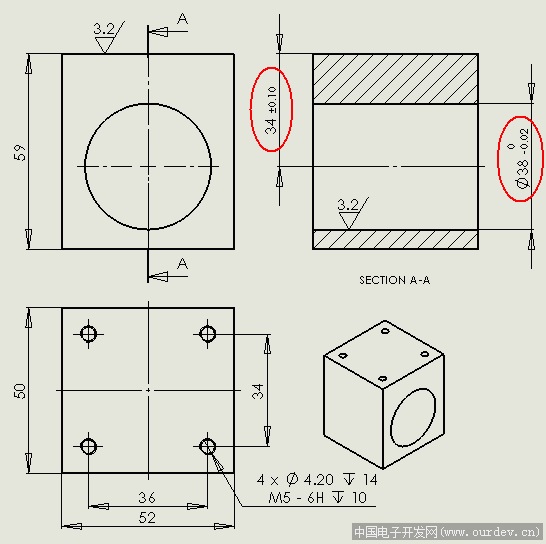
请问大家这个零件怎样加工比较方便便宜? |
阿莫论坛20周年了!感谢大家的支持与爱护!!
知道什么是神吗?其实神本来也是人,只不过神做了人做不到的事情 所以才成了神。 (头文字D, 杜汶泽)
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
手机版|Archiver|amobbs.com 阿莫电子技术论坛 ( 粤ICP备2022115958号, 版权所有:东莞阿莫电子贸易商行 创办于2004年 (公安交互式论坛备案:44190002001997 ) )
GMT+8, 2024-7-23 13:14
© Since 2004 www.amobbs.com, 原www.ourdev.cn, 原www.ouravr.com


 发表于 2011-9-1 21:41:49
发表于 2011-9-1 21:41:49
 楼主
楼主