|
17
|
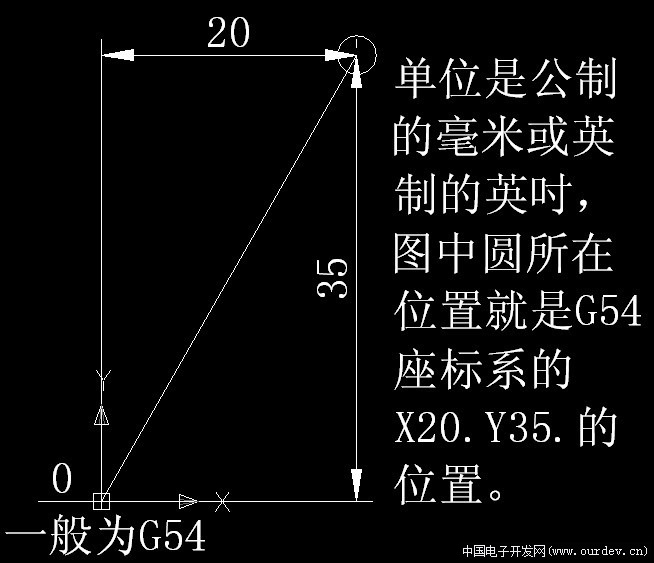
求助:G代码中的坐标解释 |
阿莫论坛20周年了!感谢大家的支持与爱护!!
你熬了10碗粥,别人一桶水倒进去,淘走90碗,剩下10碗给你,你看似没亏,其实你那10碗已经没有之前的裹腹了,人家的一桶水换90碗,继续卖。说白了,通货膨胀就是,你的钱是挣来的,他的钱是印来的,掺和在一起,你的钱就贬值了。
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
手机版|Archiver|amobbs.com 阿莫电子技术论坛 ( 粤ICP备2022115958号, 版权所有:东莞阿莫电子贸易商行 创办于2004年 (公安交互式论坛备案:44190002001997 ) )
GMT+8, 2024-10-3 08:25
© Since 2004 www.amobbs.com, 原www.ourdev.cn, 原www.ouravr.com


 发表于 2010-12-21 11:34:59
发表于 2010-12-21 11:34:59
 楼主
楼主