|
|
作者:论坛观察 来源:磁动力论坛 http://www.cdle.net/bbs/dispbbs.asp?boardid=28&Id=22916&page=34
实时加速补偿型步进电机闭环控制器今天我连上上机器进行真正的试用, 性能好的惊人. 我用机器负担最重的z轴来作试验, 因为我还只是做了一个样板, 我把速度F值调到5000了, 加速度调到10000(1万), 然后让它150mm距离来几十个来来回回, 普通情况下的机器不可能启动得了, 但我的还是可以走, 失步非常严重, 丝杆也因为猛烈的急停和急启动冲击的砰砰响, 真心痛...但代码执行完成后, z轴还是一丝不差的去到预定的地方. 然后稍微调低点不到严重失步的程度, F值4000,加速度5000, 运行真正的加工代码, z轴才执行G0命令时,几乎像弹簧一样突然弹出, 机器和桌子都被震得晃动, 这样跑了20多分钟, z轴位置还是丝毫不差. 而我以前同样的加工情况, 加速度100, F值到2000, z轴加工时就有失步的现象了.
我估计根据不同的加工方式, 用了闭环控制能提高20%-100%的加工效率, 甚至更多, 特别是空行程(也就是G0)和不连续加工较多的情况下. 有些人会说我用更大的步进电机, 但我可以说大电机只是力大, 但启动和停止时的惯性更大, 没有任何帮助, 可能还更慢. 准确定位能力和安全性更没有可以比较的.
过几天去正式PCB打样.上图是王道.

图1 (原文件名:showimg-1.jpg)

图2 (原文件名:showimg-2.jpg)
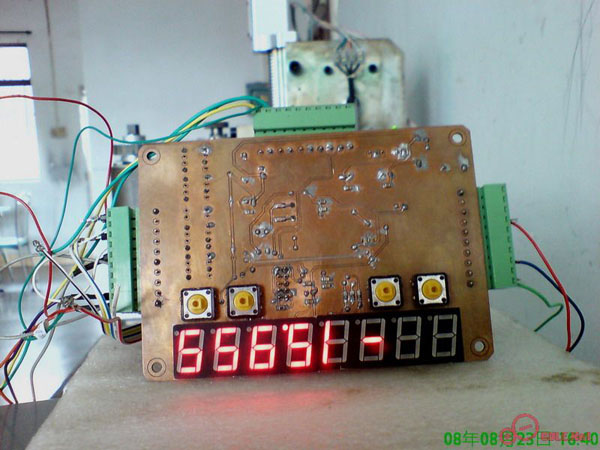
图3 (原文件名:showimg-3.jpg)
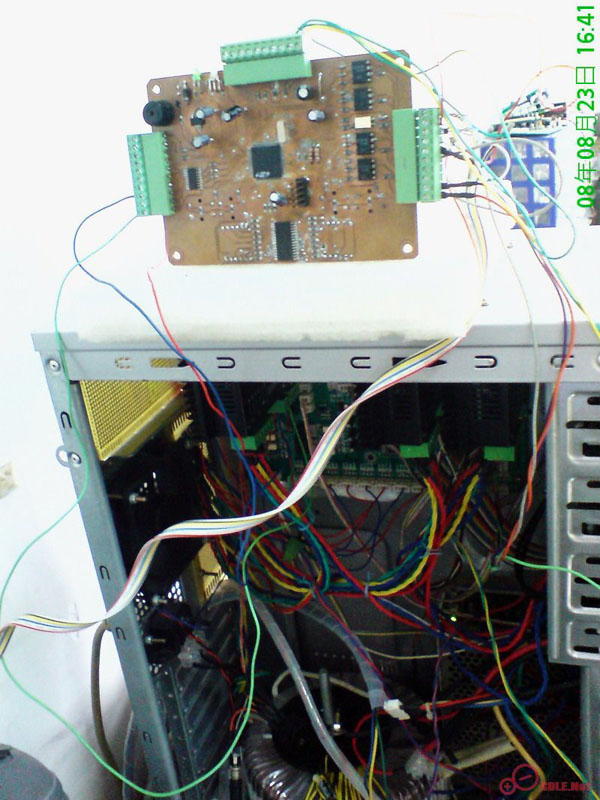
图4 (原文件名:showimg-4.jpg)
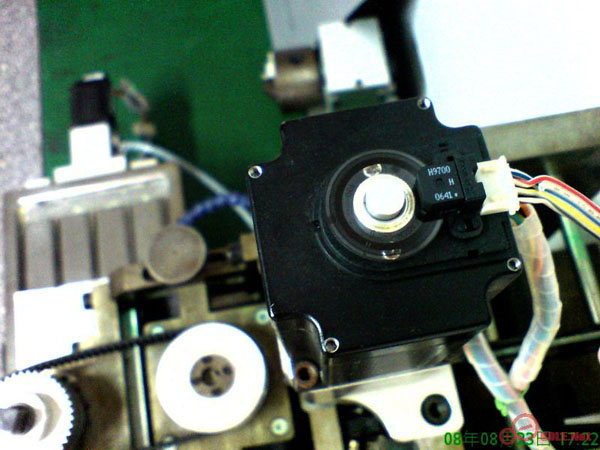
图5 (原文件名:showimg-5.jpg)
电路板打样完成, 上图. 因为考虑对付所有的驱动器和步进电机, 还有大量的设置程序菜单和附加功能(左右限位, 当数显尺用,清零,分中, 向是上位机反馈状态.....)的软件要编写, 还要我自己的最终测试等工作要做, 还需要一些时间...
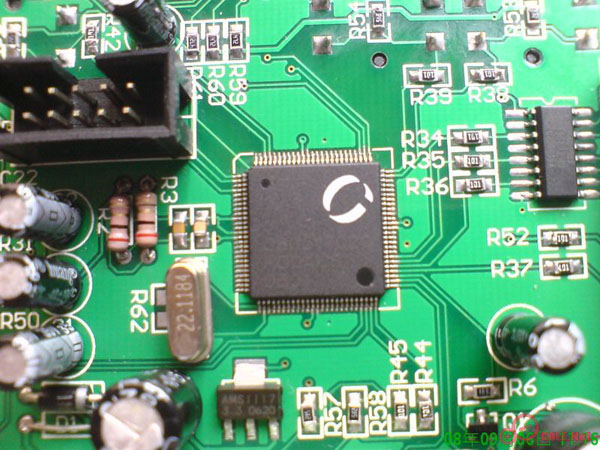
图6 (原文件名:showimg-6.jpg)

图7 (原文件名:showimg-7.jpg)
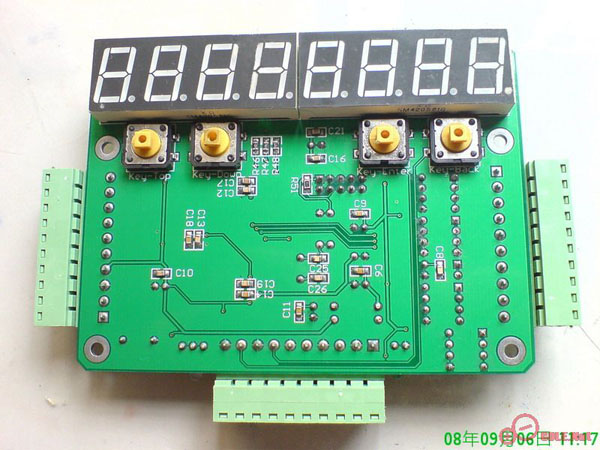
图8 (原文件名:showimg-8.jpg)

图9 (原文件名:showimg-9.jpg)
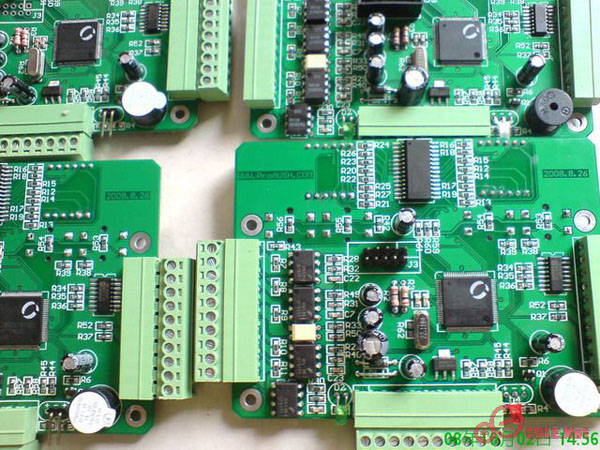
图10 (原文件名:showimg-10.jpg)
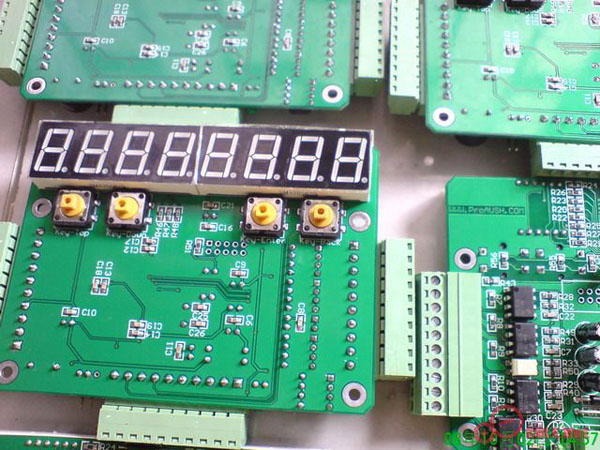
图11 (原文件名:showimg-11.jpg) |
阿莫论坛20周年了!感谢大家的支持与爱护!!
知道什么是神吗?其实神本来也是人,只不过神做了人做不到的事情 所以才成了神。 (头文字D, 杜汶泽)
|



 发表于 2008-5-1 00:00:00
发表于 2008-5-1 00:00:00
